PE管的熱熔焊接和電熔連接質(zhì)量問題
- 時間:2022-03-03作者:山東智燃工程技術(shù)有限公司瀏覽:712
山東智燃工程技術(shù)有限公司專注于pe對焊機,全自動對焊機,焊工培訓,全自動電熔焊機,手動對焊機,熱熔機等, 歡迎致電 15753183993
詞條
詞條說明
我們秉承“誠信、品質(zhì)、感恩、創(chuàng)新、責任”的理念,“**的技術(shù)、豐富的經(jīng)驗及用心的服務”是我們?yōu)榭蛻魟?chuàng)造**的*特優(yōu)勢,,愿與您共同發(fā)展!
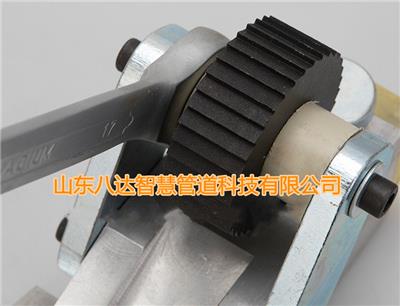
為了使熱熔對接焊過程順利進行,并確保熔接(焊接)質(zhì)量,施工中還要用到以下**工具:1、龍門切管器:用于快速切斷待焊管材,并使切割后管材端面規(guī)矩平整,節(jié)省銑刀銑削時間,提高焊口質(zhì)量。2、輥輪支架:支撐移動端管材,變滑動摩擦為滾動摩擦,減小拖動壓力,降低拖動壓力與熔接(焊接)所需壓力的比值,提高熔接(焊接)質(zhì)量;另一個作用就是減小熔接(焊接)過程中管材因滑動造成的管材表面損傷;3、刨邊工具:在不損傷管
全自動電熔焊機在焊接前,需要做如下準備工作:一、焊接前的準備:1、測量電源電壓,確認焊要工作時的電壓符合要求;2、清潔電源輸出接頭,保良好的導電性;3、檢查焊機的輸出端尺寸是否和管件的接線柱匹配。二、管材截取:管材的端面應垂直軸線,其誤差小于5mm.三、焊接面清潔:測量電熔管件的長度或者中心線,在焊接的管材表面上劃線標識,將劃線區(qū)域內(nèi)的焊接面刮削0.1~0.2mm深,以去除氧化層。四、管材與管件承
使用熱熔對接焊機連接完成后,一般應經(jīng)過外觀檢驗。符合以下要求的一般認為是較好的接頭:熱熔對焊接頭的目視檢查標準1.翻邊對稱接頭應具有沿管材整個圓周平滑對稱的翻邊,翻邊低處的深度不應**管材表面。當焊接組件之間的熔體流動速率和成型方法不同時也會影響到翻邊的不對稱性,是否可接受應由有資格的人員或試驗結(jié)果來確定。2.?對正管材管件連接時應盡可能的對正,錯位量不應過管材壁厚的10%。沿相鄰兩組件
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 山東智燃工程技術(shù)有限公司
聯(lián)系人: 侯**
電 話: 0531-58060035
手 機: 15753183993
微 信: 15753183993
地 址: 山東濟南天橋區(qū)美林大廈西塔1614
郵 編:
網(wǎng) 址: shandongbada.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 山東智燃工程技術(shù)有限公司
聯(lián)系人: 侯**
手 機: 15753183993
電 話: 0531-58060035
地 址: 山東濟南天橋區(qū)美林大廈西塔1614
郵 編:
網(wǎng) 址: shandongbada.b2b168.com
- 相關(guān)企業(yè)
- 泰源壓縮機械(浙江)有限公司
- 寶利蘇迪焊接技術(shù)(上海)有限公司
- 廣州華之尊光電科技有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿(mào)有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 西安貝吉姆機床股份有限公司
- 商家產(chǎn)品系列
- 空分設備
- 空心槳葉干燥機
- 礦山施工設備
- 礦用提升設備
- 捆鈔機
- 垃圾焚燒爐
- 冷沖壓設備
- 冷凍機
- 冷卻塔
- 冷水機
- 離合器
- 鏈縫機
- 糧食加工設備
- 量儀
- 淋水裝置
- 流化床干燥設備
- 流量儀表
- 濾清器
- 埋夾機
- 密碼鍵盤
- 水刀切割
- 水平多關(guān)節(jié)機器人
- 飼料加工設備
- 塑焊機
- 鏜床
- 提花機
- 條碼設備
- 貼片機
- 通用型機器人
- 感應器
- 產(chǎn)品推薦
- 資訊推薦


¥2888.00





¥34000.00

¥630.00


¥600.00


¥18800.00