掌握醫用鋁箔袋印刷質量重要性有哪些
- 時間:2025-10-23作者:衡水杰彩塑料包裝有限公司瀏覽:290
衡水杰彩塑料包裝有限公司專注于醫用滅菌袋,醫療器械包裝,紙塑袋,**頭袋,卷材等
詞條
詞條說明
1、材料中爽滑劑以及開口劑比例過高為保證復合卷膜產品走機的順暢以及成袋產品良好的開口性能,通常會在內層材料中添加一定比例的爽滑開口劑,開口爽滑劑的主要成分為芥酸酰氨與油酸酰氨,如添加比例過高會影響膠粘劑與薄膜的黏結性能。2、電暈處理不合格?需復合的材料一般都需對復合面進行電暈處理,提高薄膜的表面張力,從而提高復合性能,如表面電暈處理達不到規定的指標會導致復合強度不合格。?3、油
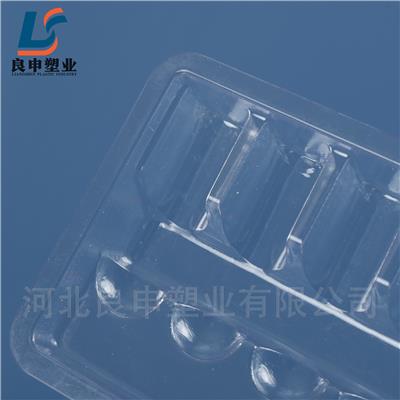
PVC片材通常需達到60-80℃軟化,但熱封溫度區間一般為 130-160℃ ,具體受片材厚度、模具材質影響。特衛強吸塑盒熱封參數,推薦溫度范圍 基礎溫度 :100-130℃(適用于常規熱封) 醫療器械** :110℃(常規時間6秒,壓力0.5-0.6MPa) 預涂紙厚度影響 :若使用1059B預涂紙,溫度可參考100-120℃。**參考100-130℃范圍,醫療器械**場景可提升至110℃,并配
在高溫高濕的季節啞光油特別容易反粘到印刷油墨的方向,在復合過程中會吸附膠水里面的固化劑,造成復合強度不夠,出現白邊和氣泡等問題。如何規避啞光油反粘情況。首先溶劑配比的使用確定要選擇快干型的溶劑進行使用,保護啞光油充分干燥。油墨廠家的選擇要選擇耐溫性較高的油墨使用。干燥溫度要控制在65度以上,并加大進風量。收卷張力盡可能減小,下機后的儲存到低溫熟化室,儲存溫度要控制在40度以下,建議在8小時讓亞光油
復合膜包裝出現掉粉的情況一般是兩種情況造成的,一是爽滑劑添加過多,二是爽滑劑在分散不均與的情況下也會出現局部掉粉的現象。在生產過程中,控制爽滑劑的使用量,三層復合結構的,建議芯層的使用量再500-600ppm,熱封層要根據季節的不同,使用量再1000-1500ppm,復合層一般不加爽滑劑。在薄膜制造過程中,由于爽滑劑是作為一種母料的形式加入的,它的有效濃度在10%左右,一般加到0.5%-0.6%的
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 衡水杰彩塑料包裝有限公司
聯系人: 竇松杰
電 話:
手 機: 17832370696
微 信: 17832370696
地 址: 河北衡水阜城縣潘莊開發區
郵 編:
網 址: hsjcyybz.b2b168.com
相關推薦








相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 廣東和創藥用精密包材有限公司
- 上海禮源生物科技有限公司
- 武漢華衛科技有限公司
- 重慶鑫吉泰藥用噴霧泵有限公司
- 博羅縣長成醫藥包裝有限公司
- 杭州天山醫藥包裝有限公司
- 菏澤成明醫藥包裝有限公司
- 洛陽富道醫藥包裝有限公司
- 安徽宜科醫藥包裝有限公司
- 玉環康民醫藥包裝有限公司
- 商家產品系列
- 鋁塑包裝機
- 螺旋包裝機
- 模切機
- 泡沫包裝材料
- 紙包裝材料
- 紙包裝機械
- 紙盒包裝機
- 紙類包裝制品
- 制袋機
- 制蓋機
- 制罐機
- 制桶設備
- 竹木包裝制品
- 裝訂機
- 自動打碼機
- 藥品包裝機械
- 布類包裝材料
- 茶葉包裝
- 茶葉包裝機
- 稱重包裝機
- 充氣包裝機
- 充填包裝機
- 吹膜機
- 吹瓶機
- 吹塑機
- 打孔機
- 打碼設備
- 裹包機
- 過濾材料
- 焊接材料
- 產品推薦
- 資訊推薦


¥63000.00
¥100.00




¥295000.00

¥0.10

¥2500.00