太倉大口徑彎管加工生產
- 時間:2024-08-10作者:太倉市木槿金屬制品有限公司瀏覽:220
太倉市木槿金屬制品有限公司專注于鈑金加工,激光焊接切割加工,數控折彎加工等
詞條
詞條說明
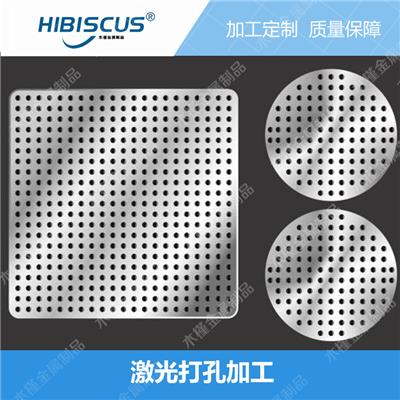
激光穿絲孔加工除了適合較大直徑的圓孔外還適合較小直徑的圓孔,太倉木槿金屬制品廠家,完全可以做到直徑不到0.2激光穿絲孔加工過程是激光和物質相互作用的熱物理過程,它是由激光光束特性(包括激光的波長、脈沖寬度、光束發散角、聚焦狀態等)和物質的諸多熱物理特性決定的。 利用高功率密度激光束照射被加工材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞。激光打孔是最早達到實用化的激光加工技術,也是激光加工的主要應
剪板分條加工進程使加工面承受了電離,熱熔和冷卻的進程,分條剪板加工所以外表會發生相應的安排改動。由表到里依次是鍍覆層,熱熔層,蛻變層和熱影響層。 鍍覆層:首要來自冷卻液熱分化的碳黑和液中懸浮的金屬微粒,附著于外表其厚度約0.05~1.5μ,由鍍覆原理抉擇,鍍覆層是切縫絲的入口處薄而出口處厚。 熱熔層:它是被熱熔后沒飛濺到冷卻液里而存留下來的那有些,已不是原安排的物理構造,其硬度強度也距離甚遠。多片
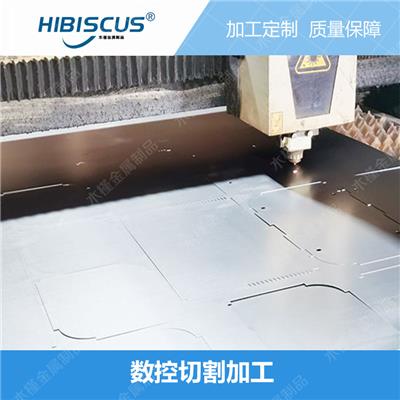
大型不銹鋼激光切割定做加工是利用高功率密度激光束照射被切割材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞,隨著光束對材料的移動,孔洞連續形成寬度很窄的(如0.1mm左右)切縫,完成對材料的切割。 激光束通過聚焦后的光斑的大小:激光束聚集后的光斑越小,激光切割加工精度越高,特別是切縫較小,最小的光斑可達0.01mm。 工作臺的走位精度決定著激光切割加工的重復精度,工作臺精度越高,切割的精度越高。 工
激光割管打孔是最早達到實用化的激光加工技術,也是激光加工的主要應用領域之一。硬度大、熔點高的材料傳統的加工方法已不能滿足某些工藝要求。這一類的加工任務用常規機械加工方法很困難,有時甚至是不可能的,而用激光打孔則不難實現。激光束在空間和時間上高度集中,利用透鏡聚焦,可以將光斑直徑縮小到微米級從而獲得105-1015W/cm2的激光功率密度。如此高的功率密度幾乎可以在任何材料實行激光打孔,而且與其它方
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 太倉市木槿金屬制品有限公司
聯系人: 趙獻兵
電 話:
手 機: 13812914461
微 信: 13812914461
地 址: 江蘇蘇州太倉市蘇州市太倉市浮橋鎮民營工業區1號路
郵 編:
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 臺州市黃巖正誠達模具機械有限公司
- 紹興市柯橋區柯巖橫豎直燙鉆廠
- 廣州市科盟清潔技術有限公司
- 比爾安達(上海)潤滑材料有限公司
- 東莞市長安鑫昇輝絲印器材經營部
- 山東煜和堂藥業有限公司
- 東莞市鳳崗新廣晟杰利研磨材料經營部(個體工商戶)
- 廈門市鑫宏鵬電子有限公司
- 北京鴻潤寶順科技有限公司
- 北京赫飛勒門窗有限公司
- 商家產品系列
- 辦公用品加工
- 邦定加工
- 包裝產品加工
- 包裝加工
- 包裝印刷加工
- 能源產品加工
- 農副產品加工
- 拋光加工
- 噴涂加工
- 皮革加工
- 皮具加工
- 表面加工
- 玻璃加工
- 插件加工
- 產品印刷加工
- 車床加工
- 沖壓加工
- 汽摩配件加工
- 染整加工
- 熱處理
- 日用品加工
- 商業印刷加工
- 防偽包裝
- 紡織加工
- 紡織品加工
- 非標件加工
- 粉末冶金
- 服飾加工
- 服裝服飾加工
- 服裝加工
- 產品推薦
- 資訊推薦

¥3000.00


¥650.00



¥680000.00

¥0.12



¥39.99


¥850.00