影響電機外殼加工精度的原因分析
- 時間:2021-11-12作者:浙江屹緯精密技術有限公司瀏覽:322
浙江屹緯精密技術有限公司專注于精密金屬沖壓,精密金屬拉伸,金屬嵌件注塑等
詞條
詞條說明
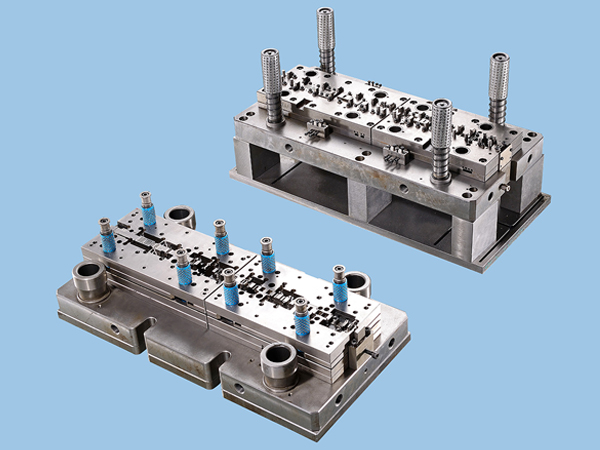
精密沖壓件產品表面出現凹凸不平,呈凹弧面,這種情況要及時解決,否則就是浪費材料和勞動力。屹緯精密沖壓廠—30多年從事精密沖壓件定制加工,可根據客戶要求定制各種復雜精密沖壓件。對于沖壓廠來說,要如何解決沖壓件表面不平的問題呢?屹緯精密沖壓廠來告訴您。 1.在一般沖壓過程中,當坯料首先被沖頭壓緊時,會發生彈性翹曲,凹模表面會在凸模下發生。如果間隙適中,及時進行剪切裂紋,彈性翹曲將去除。當間隙過大時,毛
五金沖壓件模具在長期的加工使用過程中,肯定是會有一定的磨損的,這個需要沖壓件生產廠家對模具定期進行維修和保養。本文我們要了解的是為什么五金沖壓件模具凸模磨損比較快?接下來浙江屹緯的小編帶您一起來看一下。 1,金沖壓件模具間隙偏小。 2,凸模溫度過高,由于同一五金沖壓件模具連續長時間沖壓造成沖頭過熱。 3,凸凹模的對中性不好,包括模座和五金沖壓件模具導向組件及轉塔鑲套精度不足等原因。 4,局部的單邊
注塑成型是生產塑料制品的重要方法之一,其應用非常廣泛,涉及到國民生活的方方面面。注塑加工廠對于注塑成型生產工藝要有嚴格要求,否則*產生各種問題,影響注塑成型的效果。當注塑加工廠在注塑加工過程之中,有時會遇到開裂。那么造成開裂的原因是什么?現在讓我們簡單地看一下。1,殘余應力引起的裂紋對于**填情況之下的開裂,解決方法主要有下列幾個方面:由于直閘門的壓力損失很小,如果開裂主要發生在直閘門鄰近,可考慮
浙江屹緯精密,一家精密金屬沖壓、金屬拉伸成型和精密注塑加工的制造商,提供模具開發與設計,*和制作沖壓級進模及注塑模具并用于生產。進行精密注塑時會用到注塑模具,而在進行注塑成型模具設計的時候有5大注意事項需要注塑廠熟悉掌握。1、塑料收縮率以及影響注塑件產品尺寸精度的各項因素,即注塑模具制造和裝配誤差、注塑模具磨損等。設計壓塑模和注塑模時,要考慮成型機的工藝和結構參數的匹配。2、注塑模具精度,即
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 浙江屹緯精密技術有限公司
聯系人: 姚女士
電 話:
手 機: 17758337213
微 信: 17758337213
地 址: 浙江湖州德清縣阜溪街道豐慶街916號 (莫干山國家高新區)
郵 編:
相關推薦





相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 東莞菱智金屬材料科技有限公司
- 合肥豫鑫機械有限公司
- 天津博達科技有限公司
- 東光縣通達沖壓加工廠
- 浙江屹緯精密技術有限公司
- 天津市財崗利機械制造有限公司
- 黃石銳智機械自動化有限公司
- 蘇州市恒祥輝模具有限公司
- 常熟市虞發傳動機械有限公司
- 佛山市南海弘博鋁制品廠
- 商家產品系列
- 辦公用品加工
- 邦定加工
- 包裝產品加工
- 包裝加工
- 包裝印刷加工
- 汽摩配件加工
- 染整加工
- 熱處理
- 日用品加工
- 工藝禮品加工
- 掛歷印刷
- 管件加工
- 滾塑加工
- 海報印刷
- 焊接加工
- 商業印刷加工
- 石材加工
- 食品加工
- 食品飲料加工
- 飾品加工
- 手工編織加工
- 手提袋印刷
- 首飾包裝
- 書刊印刷
- 書刊印刷加工
- 數控加工
- 床上用品加工
- 吹塑加工
- 電鍍加工
- 電火花加工
- 產品推薦
- 資訊推薦

¥3000.00

¥650.00


¥680000.00



¥20.00

¥98000.00

¥445000.00
¥456000.00

¥1958000.00